
System produkcji szkieletów autobusowych w Starachowicach
Podczas styczniowej konferencji prasowej firmy MAN Star Trucks & Busses mieliśmy możliwość również zwiedzić fabrykę w Starachowicach, która w ramach przyjętej strategii koncernu w Polsce od połowy 2003 r. zajmuje się produkcją zabezpieczonych antykorozyjnie i oblachowanych szkieletów autobusów miejskich marek MAN i Neoplan. Po raz ostatni byliśmy w Starachowicach podczas wrześniowych targów Transexpo 2003 w Kielcach i już po tak krótkim okresie czasu daje się od razu zauważyć spory postęp w trwającym cały czas procesie adaptacji istniejących hal pod nowe zadania produkcyjne.
Patrząc przez pryzmat globalnej strategii MAN, uruchomienie najbardziej pracochłonnej i „brudnej” części produkcji autobusów w Starachowicach wynika ze skrupulatnie realizowanej polityki przeniesienia do Polski europejskiego centrum budowy autobusów miejskich, które będzie opierało się na dwóch ośrodkach (Poznań i Starachowice), ściśle współpracujących ze sobą i powiązanych w jedną spółkę – MAN Star Trucks & Busses, założoną 1 sierpnia 2003 r. Dodatkowo przeniesienie części prac do Starachowic wynikało z następujących względów:
• z niewystarczającej ilości miejsca w zakładach w Sadach przy realizowanym obecnie poziomie wytwarzania pojazdów marek MAN i Neoplan;
• z dużego potencjału starachowickiej fabryki, która w momencie przejęcia przez MAN dysponowała ponad 120 tys m2 (!) hal;
• Starachowice to istne zagłębie pracowników wyuczonych w zakresie prac spawalniczych i montażowych;
Warto również przypomnieć, że starachowicki zakład już od 2002 r. był włączony w system produkcji autobusów w Polsce, dostarczając do Sadów część szkieletu pojazdów (np. dach, części podłogi, części ścian bocznych i przednich, nadkola). Tak więc można powiedzieć, że nastąpiło tutaj naturalne i logiczne rozszerzenie zakresu działalności fabryki. I co najważniejsze – planuje się dalsze poszerzeniu zakresu produkcji. Na początku stycznia 2004 r. rozpoczął się montaż podłóg w wytwarzanych korpusach autobusowych połączony z nakładaniem wykładziny podłogowej (pegulanem). Natomiast kolejnym elementem, o jaki zostanie rozbudowana linia produkcyjna szkieletów autobusowych w Starachowicach, będzie produkcja rur od końca pierwszego kwartału br .
Zdaniem jej prezesa Heinza Bartoscha – w 2004 roku spodziewany jest dalszy wzrost zapotrzebowania na autobusy marki MAN i Neoplan, co w efekcie zaowocuje zwiększeniem dziennej produkcji do około 10 szkieletów w Starachowicach i 6 nadwozi w Sadach. To w skali roku przekłada się na zdolność produkcyjną rzędu 2000 jednostek rocznie (w tym kompletne autobusy gotowe do odbioru, autobusy marki Neoplan przesyłane do wykończenia w Pilsting oraz szkielety przesyłane do Saltzgitter). Poziom inwestycji koniecznych do zrealizowania tego ambitnego planu osiągnął w 2003 roku kwotę 55 226 tys. zł. Warto tutaj dodać, że we wrześniu ub. r. firma MAN Star Trucks & Busses zatrudniła dwutysięcznego pracownika i w chwili obecnej w zakładach w Sadach i w Starachowicach pracuje około 2030 osób, tj. o 22% więcej, niż na początku zeszłego roku.
Historia i dzień dzisiejszy zakładów w Starachowicach
Jako datę powstania starachowickiej fabryki przyjmuje się rok 1948, kiedy zaczęły stamtąd wyjeżdżać ciężarówki pod marką Star, ale jej tradycja sięga znacznie dalszych czasów. W XI wieku z godnie z projektami księdza Stanisława Staszica powstał zespół fabryk żelaza ciągnący się od Starachowic do Nietuliska, a w latach międzywojennych funkcjonowały tu zakłady zbrojeniowe i fabryka amunicji. Jednak związki starachowickich zakładów z motoryzacją zaczynają się właśnie tuż po zakończeniu II wojny światowej. W roku 1949 zmontowano 245 sztuk pojazdów STAR 20, a pięć lat później zdolność produkcyjna zakładów wynosiła 10000 pojazdów rocznie. W roku 1981 z taśmy w Starachowicach zjechał 500-tysięczny STAR. Po 1989 roku firmę Fabryka Samochodów Ciężarowych STAR w Starachowicach przekształcono w jednoosobową spółkę skarbu państwa Zakłady Starachowickie STAR S.A. i rozpoczęły się ciężkie czasy dla przedsiębiorstwa. Sprzedaż nadal malała, a długi rosły lawinowo. Najgorszy był rok 1993, kiedy to produkcja spadła do 1659 sztuk i nad fabryką zawisło widmo bankructwa. 11 lutego 1994 roku zawarto ugodę z bankami i od tego momentu sprzedaż ciężarówek Star znów zaczęła piąć się do góry – w 1994 roku było to ok. 2 000 sztuk, a w 1995 roku – 3059.


Jednak rosnąca konkurencja, ciążące na fabryce długi oraz brak docelowego programu rozwojowego, jak i ewentualnych funduszy na jego realizację, skłoniły zarząd firmy do poszukiwań partnera strategicznego. W 1997 roku podpisano wstępne porozumienie z firmą Steyr o zastosowaniu kabin tej firmy (typu 152) w starachowickich ciężarówkach. Ze względu na rosnące wymagania ekologiczne, tak w Polsce, jak i w całej Europie, zaczęto poszukiwać nowych źródeł napędu dla Starów. Prowadzono rozmowy z firmami Tezana (przedstawiciel Iveco-Aifo na Polskę) oraz Cummins. W 1997 roku Skarb Państwa zdecydował się sprzedać swe udziały w Starze. Zakupił je Sobiesław Zasada Centrum S.A. Jako przedstawiciel Mercedes Benz nie był on jednak wtedy w ogóle zainteresowany inwestowaniem pieniędzy w rozwój STARA i rozpoczął rozmowy z Koncernem MAN Nutzfahrzeuge AG jako przyszłym inwestorem strategicznym. Cała historia z poszukiwaniem przez Stara własnej drogi w nowej rzeczywistości zakończyła się 17 grudnia 1999r., kiedy firma MAN Nutzfahrzeuge AG stała się właścicielem części Zakładów Starachowickich STAR S.A., zajmującej się produkcją ciężarówek. W 1999 roku sprzedaż Stara na polskim rynku zmalała do 1101 sztuk. W 2003 roku koncern MAN podjął decyzję o zaprzestaniu produkcji pojazdów L2000 i M2000 i przeniesieniu ich wytwarzania do austriackiej fabryki w Steyer, gdzie wykorzystano do końca posiadany tam potencjał produkcyjny. To przesunięcie jest motywowane względami ekonomicznymi – przy przejmowaniu w grudniu 1999 r. niemiecka firma zakładała, że polski rynek wchłonie w 2004 r. około 4000 samochodów klasy L i M. W rzeczywistości okazało się, że ta wielkość wniosła 840 szt. .
Obecnie zakład zajmuje się działalnością bazującą na czterech podstawowych filarach:



• Produkcja samochodów specjalistycznych serii 944 i 1466 oraz modernizacja typu 266 . Pozostawienie ich produkcji w Starachowicach jest ważnym, strategicznym sygnałem wysłanym dla odbiorców wojskowych i komunalnych w Polsce. Ocenia się, że w 2004 roku bramy zakładu opuści łącznie około 212 pojazdów tych typów, a przy ich produkcji będzie zatrudnionych kilkanaście osób. Przewidywana wartość produkcji to 38,7 mln zł.

• Obróbka mechaniczna części samochodowych (m.in. części do układów silnikowych, piasty kół, osprzęt silników, wsporniki resoru, mosty spawane, dźwigary poprzeczne do autobusów i części do pojazdów wojskowych ) , w ramach której wytwarza się tutaj komponenty dla fabryk koncernu MAN Nutzfahrzeuge – w Norymberdze, Monachium i Salzgitter. Dział posiada własną narzędziownię, która produkuje części prototypowe, regeneruje przyrządy i pomoce warsztatowe oraz wykonuje nowe oprzyrządowanie dla potrzeb produkcji. Ogółem w tym sektorze pracuje 139 pracowników, którzy obsługują 23 centra obróbcze zlokalizowane w halach o powierzchni 7100 m2. W 2004 r. planuje się tutaj wyprodukować części o łącznej wartości 56,2 mln zł przy zatrudnieniu 145 osób (bezpośrednio przy produkcji).

• Produkcja wiązek elektrycznych do samochodów ciężarowych i autobusów stanowi jedną z głównych działalności fabryki w Starachowicach w ramach grupy MAN. Dział rozpoczął działalność w maju 2000 r. i obecnie jego moc produkcyjna to 140 tys. wiązek miesięcznie. Ilość wytwarzanych wiązek elektrycznych do samochodów systematycznie rośnie. Obecnie zatrudnionych jest tutaj 332 pracowników, którzy obsługują specjalne automaty, półautomaty i prasy do znakowania, zakuwania oraz zgrzewania wiązek, umieszczonych w hali o powierzchni 5800 m2. Jako ciekawostkę można podać, że w celu zweryfikowania jakości wyprodukowanych wiązek elektrycznych używa się tutaj stołów testujących, które przy użyciu indywidualnego programu testują 100% produkcji! W 2004 r. planuje się tutaj wyprodukować wiązki o łącznej wartości 94,4 mln zł przy zatrudnieniu 370 osób (bezpośrednio przy produkcji).

• Produkcja komponentów autobusowych. Początkowo wszystkie elementy były wysyłane do zakładów w w Sadach i Saltzgitter, a od połowy 2003 r. większość elementów przesyłana jest stąd do zlokalizowanej obok hali nr. 2, gdzie następuje proces spawania korpusów autobusów. Zatrudnionych jest tutaj 251 pracowników, a powierzchnia hali to ok. 15000 m2. O tym fragmencie systemu produkcyjnego grupy MAN w Polsce opowiemy szczegółowo poniżej.

• Produkcja szkieletów autobusów to najmłodszy dział w Starachowicach, który został powołany do życia w w połowie br. Cały czas następuje jego rozwój i wzbogacanie o kolejne elementy. Warto wspomnieć, że jeszcze w czerwcu 2003 r. produkowano tutaj 1 szkielet autobusowy dziennie, w lipcu – 3, w sierpniu – 6, a we wrześniu – już 9. Docelowo zdolność produkcyjna ma wynieść 10 szkieletów dziennie. Oczywiście wszystko zależy od aktualnego portfela zamówień. Ostatnia zrealizowana tutaj inwestycja to otworzenie na początku 2004 r. działu montażu podłóg przestrzeni pasażerskiej i kładzenia wykładziny. Obecne zatrudnienie to ok. 250 osób, a powierzchnia gruntownie odremontowanej hali wynosi 15 000 m2. W 2004 r. planuje się tutaj wyprodukować 1552 szt. surowych szkieletów autobusów przy zdolności produkcyjnej 2500 szkieletów rocznie. Łącznie firma MAN Star Trucks & Busses zamierza osiągnąć w 2004 r. wartość produkcji autobusów na poziomie 765,4 mln zł przy zatrudnieniu 1026 pracowników (podawane łącznie dla obu zakładów – w Starachowicach i w Sadach). Przejdźmy teraz do szczegółowego omówienia procesu powstawania szkieletów autobusowych w Starachowicach.




Hala 1 – Magazyn materiałów
„Wędrówkę” po fabryce szkieletów autobusowych w Starachowicach rozpoczniemy od zupełnego początku produkcji, czyli od magazynu materiałów, gdzie składowane są m.in. profile ze stali konstrukcyjnej , blacha dwustronnie galwanicznie ocynkowana, blacha ze stali nierdzewnej przeznaczona na nadkola i obudowy akumulatorów oraz blacha aluminiowa.
Dostosowaniem materiałów do realizowanych zadań zajmuje się dział produkcji części, który wyposażono m.in. w precyzyjne urządzenie do cięcia laserowego firmy Trumpf i mechanicznego firmy Eisele, wypalarkę plazmową firmy Zinser, prasę krawędziową firmy EHT typ Ecopress 175 i giętarkę do wyginania profili firmy Indumasch. Potrzebne materiały trafiają tutaj z magazynu poprzez specjalnie wykonane otwory w ścianie.








Hala 1 – Spawanie kratownic i elementów podwozia
Na specjalnych przyrządach spawalniczych powstają z metalowych profili ściany przednie, tylne i boczne oraz dach autobusu. Główną techniką stosowaną przy tej produkcji jest półautomatyczne spawanie w osłonie mieszanek gazowych Ar-CO2. Stosuje się tutaj półautomaty spawalnicze firm Ozas-Esab i Merle. W przyszłości przewidziane jest wdrożenie metody automatycznego spawania łukiem krytym w osłonie gazów ochronnych. Systematyczna kontrola jakościowa wykonanych elementów jest realizowana m.in. poprzez urządzenie fotooptyczne firmy Aicon . Zasada jego działania opiera się o dziedzinę fotografii – fotogrametrię (robienie zdjęć obiektom, których współrzędne geometryczne chcemy obliczyć). Główne części systemu to matryca CCD ( taka sama, jak w aparatach cyfrowych) oraz punkty wzorcowe (odblaskowe), których współrzędne z dużą dokładnością są nam znane. Umieszczamy końcówkę pomiarową w punkcie, którego współrzędne chcemy obliczyć i wykonujemy zdjęcie kierując matrycę aparatu na punkty wzorcowe. Następnie na podstawie odpowiedniej ilości punktów wzorcowych, znajdujących się na zdjęciu, odpowiednie oprogramowanie oblicza współrzędne punktu i sprawdzamy, czy są one zgodne z przyjętymi, modelowymi parametrami.
Jeszcze do połowy 2003 r. to właśnie na tym etapie mniej więcej kończyła się rola zakładu w Starachowicach w systemie produkcji autobusów. Obecnie zespawane ściany boczne i dachy, a także inne przygotowane w hali metalowe części podwozia i nadwozia są przesyłane do drugiej hali, gdzie następuje montaż finalny szkieletów.







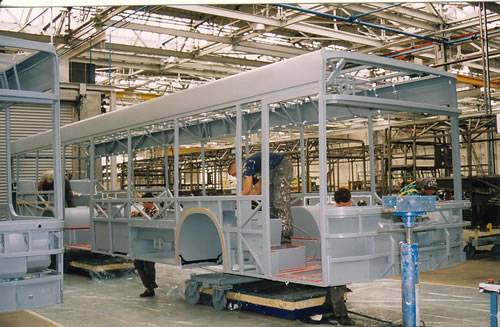
Hala 2 – Spawanie szkieletów
Nowatorska konstrukcja ramy autobusów miejskich MAN jest spawana z profili o przekroju prostokątnym, elementów wytłaczanych oraz przy wykorzystaniu specjalnych wielootworowych profili ceowych. W położonej obok hali nr. 2, obok linii produkcyjnych korpusów autobusów usytuowane są stanowiska, gdzie na specjalnych obrotnicach do spawania dużych gabarytowo konstrukcji łączy się elementy wytworzone w hali 1 oraz platformę podwozia, która powstaje w hali nr. 2. Po zespawaniu wszystkich elementów rurowych szkieletu następuje oblachowanie jego wewnętrznych i górnych powierzchni. W tym celu stosuje się metodę zgrzewania.
Konstrukcja nośna wytarzanych szkieletów jest wykonana ze stali konstrukcyjnej (C-M22NBK wg DIN 2395), która pozwala zapewnić odporność na korozję porównywalną z właściwościami stali nierdzewnej. Również poszycie nadwozia wykonane jest z blachy stalowej specjalnego przeznaczenia (OVSTE280-3Z200SC-CH), 2-stronnie galwanicznie ocynkowanej, o grubości do 1 mm.




Hala 2 – Spawanie platformy podwozia
Elementem charakterystycznym dla konstrukcji nośnej autobusów miejskich MAN jest zastosowanie przed przednią i tylną osią dwóch poprzecznic, wykonanych jako monolityczne odlewy z żeliwa sferoidalnego. Są one połączone z ramą za pomocą połączeń śrubowych. Ich zastosowanie eliminuje konieczność wprowadzenia złożonej konstrukcji spawanej z ponad 60-ciu elementów stalowych, co przynosi wymierne korzyści pod względem ochrony antykorozyjnej, wytrzymałości szkieletu na rozmaite naprężania i pracochłonności. Dodatkowo poprzecznice stabilizują prowadzenie osi, co przy naszych dziurawych drogach ma niebagatelne znacznie.
Wykorzystanie modułowości elementów podwozia ułatwia tworzenie rodziny autobusów, dlatego w starachowickich zakładach bezproblemowo powstają szkielety zarówno autobusów standardowych (12-metrowych), jak i trzyosiowych (15-metrowych) oraz przegubowych (18-metrowych).



Hala 2 – Czyszczenie, pierwsze gruntowanie i wklejenie blach bocznych
Na tym etapie zespawany i wstępnie oblachowany szkielet wjeżdża do myjni (sprowadzonej z zakładów w Saltzgitter), gdzie następuje jego oczyszczenie po procesie spawalniczym. Następnie osuszona konstrukcja trafia do lakierni, gdzie natryskowo zostaje nałożona pierwsza warstwa farby gruntującej (kolor szary). Po wyschnięciu pracownicy uszczelniają szwy spawalnicze, doklejane jest boczne poszycie oraz elementy wykonane ze wzmocnionego włóknami szklanymi tworzywa GFK: część maski przedniej, klapy przednie i narożniki tylne. Tutaj również na swoje miejsce trafiają boczne i tylne aluminiowe klapy obsługowe. Wszystkie zamknięte przestrzenie szkieletu są wywoskowane, co dodatkowo zabezpiecza je przed korozją.

orurowaniaorurowaniaorurowania
orurowania
Hala 2 – Kolejne gruntowania gruntownie i montaż części instalacji
Po kolejnym zagruntowaniu (łącznie szkielet jest zabezpieczany 4-krotnie) i osuszeniu, pojazdy w piaskowym kolorze trafiają na ostatnie już stanowisko montażowe w hali 2. Jest to dział „orurowania” szkieletu, czyli montuje się tutaj w szkielecie instalację hamulcową, pneumatyczną, oraz paliwową. Do stycznia 2004 r. był to ostatni etap przy produkcji szkieletów autobusowych w Starachowicach i stąd gotowe konstrukcje wyruszały w podróż do Poznania lub Saltzgitter. Obecnie zakres fabryki poszerzono o wklejanie podłóg i wykładzin, a od I kwartału br. w Starachowicach ruszy produkcja rur na potrzeby autobusowych konstrukcji.




Hala 3 – Wklejanie podłóg i wykładzin
W hali nr. 3 (gdzie prowadzona jest również obróbka mechaniczna części samochodowych) następuje zakończenie aktualnego procesu produkcyjnego szkieletów autobusowych w Starachowicach. Wklejana jest tutaj wodoodporna sklejka podłogowa, pochodząca z drzewa owocowego o nazwie Acajou, sprowadzanego z Gabonu i Kongo. Na tym etapie w starachowickiej fabryce wytłumia się również przestrzeń podpodłogową pod tylną osią i w okolicach silnika (niepalną pianką z żywicy melaminowej), ale dotyczy to tylko tych miejsc, których wytłumienie w Poznaniu byłoby bardzo utrudnione po wklejeniu podłogi. Natomiast izolacja komory silnika jest w większości wykonywana w Poznaniu.
W dziale podłóg wprowadzono również specjalną, nową kabinę firmy Walther do zgrzewania gładkich, antypoślizgowych wykładzin podłogowych ( zwanej inaczej pegulanem). Są one łączone za pomocą zgrzewania oraz klejonych listew wykańczających.


Po założeniu podłóg i wykładzin, szkielety są gotowe do opuszczenia Starachowic. Ich dalsza podróż odbywa się na przyczepach samochodów ciężarowych, które zawożą je do zakładów finalnego montażu. Zakładając , że dziennie w Starachowicach powstaje 8 szkieletów, to według obowiązującego we wrześniu br. rozdzielnika 6 szt. trafia do Saltzgitter, a 2 szt. – do Sadów. Razem ze szkieletami przewożone są wyprodukowane w Starachowicach części wyposażenia, które zostaną zainstalowane w kolejnych etapach montażu – w Polsce lub w Niemczech.